
Description
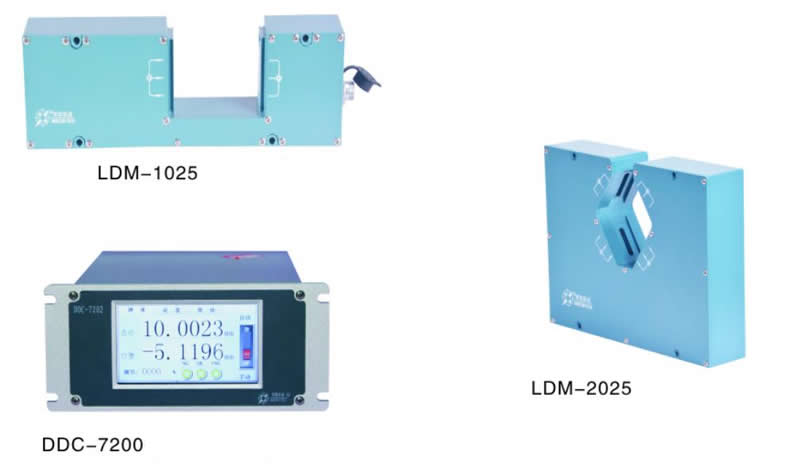
LDM-1025 Non-contact Compact Laser Scanning one Axis Diameter Gauge
LDM-1025 and LDM-2025 are our company’s high-end products, with the latest technology and R&D ideas with up to 0.5um accuracy, ultra-compact, stable performance. Controller unit uses a high definition touch screen, visual menu interface which greatly improves the efficiency and ease of use.
Laser Gauge Features:
Non-contact laser diameter measurement, high speed, high accuracy, and good repeatability
Real-time outside diameter and roundness display, improve quality control and production efficiency the waste of materials.
Various digital and analog control signal functions, to achieve fully automated productions.
Various preset functions, nominal value upper and lower tolerance, alarm control presets easy to operate.
Standard data transmission port ready, compatible software for data analysis convenience
The gauge applications include:
- Optical Fiber
- Glass Tube
- Plastic Tube
- Transparent Cup
- Bearing
- Shaft
- Spherical Wire
- Outer Diameter Of Workpiece And Size Measurements.
Technical Parameters (Specifications)
| Model | LDM-1025 | LDM-2025 |
| Measuring Range | 0.1-20mm | 0.1-20mm |
| Accuracy | ±0.5um | ±0.5um |
| Repeatability | 0.15um | 0.15um |
| Resolution | 0.001mm | 0.001mm |
| Power Supply | 220VAC ±15% 50/60Hz | |
| Working Temperature | -10-40 Degree C | |
| Humidity | <85% RH | |
| Com Port | RS485 Modbus/Profibus ( Option ) | |
| Transparent Measurement | Option | |
| Analogs Output | 16 Bit 10VDC | |
| Relay Output | 2 | |
| Dimension | 27x8x5cm | 19x24x5cm |
Application
One basic LDM-1025 measurement tool is composed of laser gauge and remote controller, it is able to be connected with different types of remote display.
The remote controller is mainly used for automatic control, which obtains measured data from the measurement gauge. PID signal comes out through the comparison between measured diameter
with a preset diameter and controls traction speed thereby controls wire diameter. In addition, a remote controller has a full-function operation panel and standard Serial I/O which communicates with PC
and PLC and supports diameter monitor software.
Laser gauge equals to a high-precision diameter sensor which not only measures online in real-time but also boosts strong data communication function.
For some occasion requiring only diameter measure, the laser gauge with the operating panel is competent for diameter measurement, display, and over-deviation alarm.
For some occasion not only requiring diameter measure but also automatic control, the solution includes a remote controller and laser gauge, which communicates with the former via serial I/O.
Measuring principle
A high-precision laser scanning system and embed digital processing electronics are embedded in the measurement gauge. The signal of diameter processed by scanning system, it is converted to digital signal firstly, and then comes out with real diameter and related data through a series of operation.

Leaser scanning data processing
The laser beam irradiates to the rotating prism and after reflection and through lens 1, it becomes a parallel beam. The parallel beam converges to the receiving component through lens 2. When placing EUT on the focal plane (FP) of lens 1, part of lights are shadowed, thus becomes electrical signal on receiving component and then comes out diameter and a serial of related signals after processing by measurement gauge.

Leaser scanning measuring principle

Leaser scanning measuring principle
The communication interface of the measurement gauge contains one serial I/O, it transfers measured data to a peripheral device (e.g. remote controller, PC, and PLC, etc.) through the serial I/O and to remote controls and displays through data channels.

Laser scanning gauge connecting to PC and PLC
Mouthing position
LDM-1025 Non-contact laser scanning diameter gauge can be mounted front or behind of the cooling trough.
When it is mounted in front of the cooling trough, an optimized controlling effect may be obtained through in-time feedback due to the proximity of the measuring head to the extruder. But in this case, the plastic coating is not cured, so the set nominal value must be accordingly.

Front-Of-The-Cooling-Troug-Installation
When it is mounted behind of cooling trough, the measured value is the real diameter of the wire or cable. But the controlling effect is not so good because of the large control lag. Be sure to blow dry the tested wire or cable, otherwise, the measuring precision will be affected by the water coating around the wire or cable.

Behind-Of-The-Cooling-Trough-Installation
In practical using, the nominal value shall be increased appropriately according to the water content of the test object.